
Kontinuierliche Extrusionsmaschinen



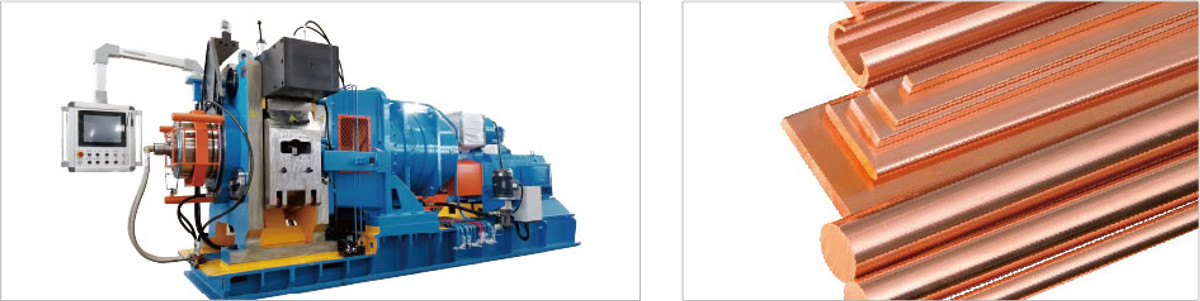



Vorteile
1, plastische Verformung der Zuführstange unter der Reibungskraft und der hohen Temperatur, wodurch die inneren Defekte in der Stange selbst vollständig beseitigt werden, um die Endprodukte mit ausgezeichneter Produktleistung und hoher Maßgenauigkeit zu gewährleisten.
2, weder Vorwärmen noch Glühen, qualitativ hochwertige Produkte, die durch den Extrusionsprozess mit geringerem Stromverbrauch gewonnen werden.
3: Mit einer Stangenzuführung in einer einzigen Größe könnte die Maschine durch den Einsatz verschiedener Matrizen ein breites Größenspektrum an Produkten herstellen.
4, die gesamte Linie lässt sich einfach und schnell bedienen, ohne dass beim Extrudieren schwere Arbeiten oder Verschmutzungen erforderlich sind.
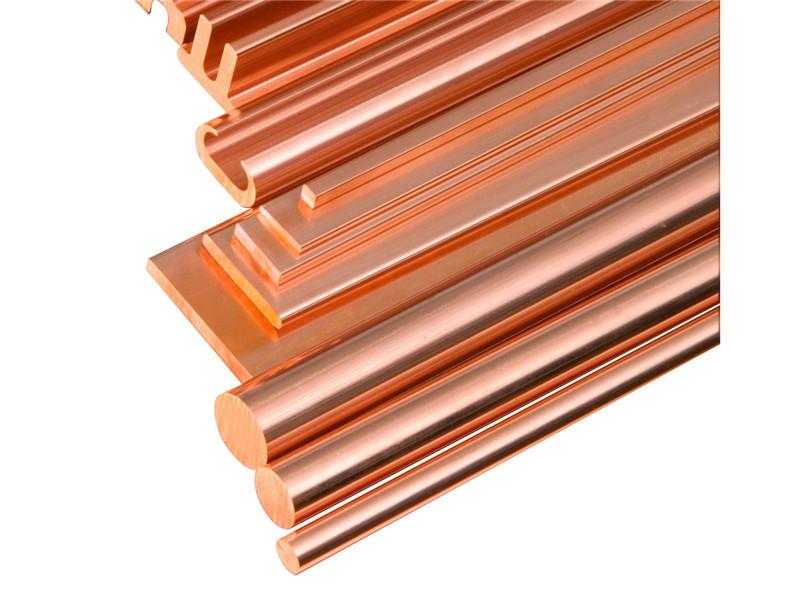
Zuführung von Kupferstäben
1. Zur Herstellung von Kupferflachdrähten, kleinen Kupfersammelschienen und Runddrähten
| Modell | TLJ 300 | TLJ 300H |
| Hauptmotorleistung (kW) | 90 | 110 |
| Durchmesser der Futterstange: (mm) | 12.5 | 12.5 |
| Max. Produktbreite (mm) | 40 | 30 |
| Flachdrahtquerschnitt | 5-200 | 5 -150 |
| Leistung (kg/h) | 480 | 800 |
Layout der Produktionslinie

Pay-off-Vorbehandlungs-Extrusionsmaschinen-Kühlsystem. Tänzer-Aufwickelmaschine
2. Zur Herstellung von Kupfersammelschienen, Kupferrunden und Kupferprofilen
| Modell | TLJ 350 | TLJ 350H | TLJ 400 | TLJ 400H | TLJ 500 | TLJ 630 |
| Hauptmotorleistung (kW) | 160 | 200 | 250 | 315 | 355 | 600 |
| Futterstangendurchmesser (mm) | 16 | 16 | 20 | 20 | 25 | 30 |
| max. Produktbreite (mm) | 100 | 100 | 170 | 170 | 260 | 320 |
| Produkt Stabdurchmesser (mm) | 4,5-50 | 4,5-50 | 8-90 | 8-90 | 12-100 | 12-120 |
| Produktquerschnittsfläche (mm2) | 15-1000 | 15-1000 | 75-2000 | 75-2000 | 300-3200 | 600-6400 |
| Leistung (kg/h) | 780 | 950 | 1200 | 1500 | 1800 | 2800 |
Layout der Produktionslinie

Ablaufzuführung und Richtmaschine Kühlsystem für Extrusionsmaschinen. Längenzähler-Produkttisch-Aufwickelmaschine
3. Zur Herstellung einer Kupfersammelschiene und eines Kupferstreifens
| Modell | TLJ 500U | TLJ 600U |
| Hauptmotorleistung (kW) | 355 | 600 |
| Futterstangendurchmesser (mm) | 20 | 30 |
| max. Produktbreite (mm) | 250 | 420 |
| max. Verhältnis von Breite zu Dicke | 76 | 35 |
| Produktdicke (mm) | 3-5 | 14-18 |
| Leistung (kg/h) | 1000 | 3500 |
Layout der Produktionslinie

Stangenzuführung aus Kupferlegierung
Beantragung von Kommutatorleitern, Messingrohlingen, Phosphorkupferstäben, Leiterrahmenstreifen, Eisenbahnfahrdrähten usw.
| TLJ 350 | TLJ 400 | TLJ 500 | TLJ 630 | |
| Material | 1459/62/63/65 Messing Cu/Ag (AgsO,08 %) | Phosphorkupfer (Pso.5%) Cu/Ag (AgsO.3%) | Magnesiumkupfer (MgsO,5%)Eisenkupfer (Feso,l% | Magnesiumkupfer (MgsO,7%)/Cucrzr |
| Futterstangendurchmesser (mm) | 12/12.5 | 20 | 20 | 25 |
| max. Produktbreite (mm) | 30 | 150 (Silberkupferstreifen) | 100 (Leiterrahmenstreifen:) | 320 |
| Produkt Stabdurchmesser (mm) | Phosphor-Kupferkugel: 10-40 | Magnesiumkupferstab: 20-40 | Magnesiumkupferstab: 20-40 | |
| Leistung (kg/h) | 380 | 800-1000 | 1000-1200 | 1250/850 |
Layout der Produktionslinie
Ablaufzuführung und Richtmaschine Kühlsystem für Extrusionsmaschinen. Längenzähler-Aufwickelmaschine
Zuführung von Aluminiumstangen
Geeignet für Flachdrähte, Sammelschienen und Profilleiter, Rundrohre, MPE- und PFC-Rohre
| Modell | LLJ 300 | LLJ 300H | LLJ 350 | LLJ 400 |
| Hauptmotorleistung (kW) | 110 | 110 | 160 | 250 |
| Futterstangendurchmesser (mm) | 9.5 | 9.5 | 2*9,5/15 | 2*12/15 |
| max. Breite des Flachdrahtprodukts (mm) | 30 | 30 | 170 | |
| Querschnittsfläche des Flachdrahtprodukts (mm2) | 5-200 | 5-200 | 25-300 | 75-2000 |
| Rundrohr-Durchmesser. (mm) | 5-20 | 5-20 | 7-50 | |
| Flachrohrbreite (mm) | - | ≤40 | ≤70 | |
| Flachdraht/Rohrleistung (kg/h) | 160/160 | 280/240 | 260/260 | (600/900)/- |
Layout der Produktionslinie

Auszahlungsglätter Ultraschallreinigung Kühlsystem Tänzer-Aufwickelmaschine
Bild 217282
Verwandte Produkte
-

Kontinuierliche Beschichtungsmaschinen
Prinzip Das Prinzip der kontinuierlichen Verkleidung/Ummantelung ähnelt dem der kontinuierlichen Extrusion. Mithilfe einer tangentialen Werkzeuganordnung treibt das Extrusionsrad zwei Stangen in die Ummantelungskammer. Unter der hohen Temperatur und dem hohen Druck erreicht das Material entweder den Zustand für eine metallurgische Verbindung und bildet eine Metallschutzschicht, um den in die Kammer gelangenden Metalldrahtkern direkt zu umhüllen (Umhüllung), oder es wird in die Kammer extrudiert.